TIG svetsning

Definition och princip av TIG-svetsning
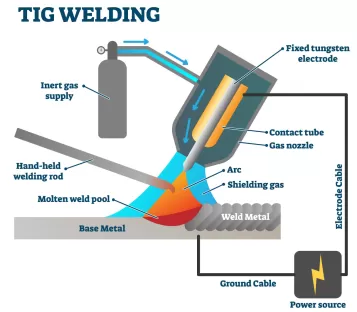
TIG-svetsning är en svetsmetod där elektroden inte förbrukas och där energin som krävs för att smälta materialet tillförs av en ljusbåge som bildas mellan en volframelektrod och arbetsstycket. Elektroden och metallsmältan skyddas mot den omgivande luften, dvs oxygen och nitrogen, av en inaktiv skyddsgas som inte påverkar smälta eller elektrod.
Denna definition förklarar namnet TIG, "Tungsten Inert Gas" på engelska, där tungsten betyder volfram. Metoden kallas i USA GTAW, "Gas Tungsten Arc Welding", och "WIG" i tyskspråkiga länder där W står för volfram (gasvolframsvetsning).
Behovet av tråd eller stav som tillsatsmaterial bestäms av typen av förband, plåttjockleken, fogens geometri och grundmaterialet. Tillsatsmaterialet smälts i ljusbågen och skyddas också av skyddsgasen.
Svetsström
Typen av ström beror på grundmaterial och på fogtyp.
Likström
TIG-svetsning med likström och negativ elektrod används för svetsning av alla metaller, inklusive aluminiumlegeringar.
Pulserande ström
Denna teknik med perioder med hög och låg ström, gör att man kan minska volymen av smält metall. Detta underlättar lägesvetsning, svetsning i tunnare plåttjocklekar och ger en jämnare inträngning.
Växelström
TIG-svetsning med växelström används växelströmmens positiva period bryts det isolerande skiktet av aluminiumoxid upp. Inträngningen åstadkoms i den följande perioden med negativ elektrod.
OBS! Likström med positiv elektrod ger en smältzon med liten inträngning och alltför stark uppvärmning av elektroden, som utsätts för elektronbombardemang. Denna typ av ström används därför mycket sällan i praktiken uvd TIG-svetsning.
TIG-svets användningsområden
TIG-svetsning är en svetsmetod som ger svetsförband med hög kvalitet. Den ger ett smältbad som är lätt att kontrollera och framkallar inget sprut och mycket lite rök. För att uppnå bästa svetskvalitet skall vissa krav uppfyllas, bl a rena och blästrade plåtar, jämn spalt, konstant båglängd, jämn svetshastighet.
De flesta metaller och legeringar kan svetsas med TIG-metoden. Den kan användas i alla svetslägen. TIG-svetsning kan utföras manuellt eller maskinellt och även med svetsrobotar. Tändningen av ljusbågen kan orsaka störningar för robotstyrningen.
TIG-metoden passar för de flesta grundmaterial vid svetsning av stumfog med en enda sträng och argon som skyddsgas. Plåttjocklekama skall dä vara mellan 0,5 och 3 mm. För större tjocklekar i stumfog finns andra möjligheter. Man kan även svetsa plåttjocklekar som överstiger 3 mm genom att utnyttja fasade fogar och lägga flera strängar. Man använder framför allt TIG-svetsning för att få jämn inträngning med hög kvalitet i första strängen (rotsträngen, bottensträngen) , eftersom svetshastigheten är relativt låg och mängden svetsgods liten. Sedan fyller man fogen med hjälp av en effektivare svetsmetod, exempelvis svetsning med belagd elektrod, MIGMAG -svetsning eller pulverbågsvetsning.
Viktiga användningsområdena för TIG-svetsning finns vid arbete med rostfria konstruktioner inom kemisk industri och livsmedelsindustri samt vid arbete med lättmetaller inom transportmedelsindustri, som aluminium. Generellt används TIG-svetsning inom de flesta industrier som behöver bearbetar rostfritt stål, aluminium och andra lättmetaller.
TIG-utrustning
Grundutrustning för TIG-svetsning:
- Strömkälla för likström, växelström eller båda. (svetsmaskin)
- Anordning för tändning av ljusbågen t ex högfrekvens.
- Kontrollskåp, avskilt från eller inbyggt i strömkällan. (svetsmaskin)
- Svetsbrännare med volframelektrod och gaskåpa för tillförsel av skyddsgas.
- Gasförsörjning i form av gasflaska eller anslutning till centralgasanläggning.
TIG-brännaren är ansluten till strömkällan med ett slangpaket som innebär strömkabel, styrkabel och gasförsörjning samt kylvattenledningar om brännaren är vattenkyld.
Strömkällan
Strömstyrka -Tomgångsspäinning
De strömkällor som är lämpliga för TIG-svetsning ger en strömstyrka från några få upp till ca 500 A med en tomgångsspänning på 60 -90 V. Med tomgångsspänning menas spänningen mellan strömkällans plus-och minuspol när strömmen i kretsen är noll. Denna spänning skall vara tillräcklig för att lätt tända ljusbågen.
Strömkällans karakteristik
Strömkällans statiska karakteristik är avgörande för svetsningsegenskaperna. Karakteristiken visar förhållandet mellan spänningen ut från strömkällan vid olika strömstyrkor. Arbetspunkten, dvs den ström och spänning som ställer in sig vid svetsning, får man där strömkällans karakteristik skär den kurva som beskriver ljusbågens karakteristik. Ljusbågens karakteristik visar vilka strömmar och spänningar som krävs för att upprätthålla en stabil ljusbåge.
Vanliga strömkällor för TIG-svetsning har fallande karakteristik. Kurvan visar att en ökning av båglängden (ökning av spänningen) medför ganska liten sänkning av strömmen. När man svetsar manuellt skall man hålla båglängden konstant för att bibehålla parametrarna konstanta, men mindre ändringar av båglängden kan vara nödvändiga för att styra smältbadet.
De moderna strömkällorna med transistorer för automatsvetsning har normalt en karakteristik med helt konstant ström inom arbetsområdet oberoende av båglängden (spänningen). Vid automatiserad svetsning regleras båglängden automatiskt för att hålla konstant bågspänning.
Tändning av ljusbågen
Strömkällan skall också göra det lätt att tända ljusbågen. Olika metoder kan användas:
- Skraptändning: Vid manuell svetsning kan ljusbågen tänds genom att elektroden sätts i kontakt med arbetsstycket för att åstadkomma en kortslutning (skraptändning). Det finns då en risk för att elektroden skadas eller att smältbadet får volframsinneslutningar. För att undvika dessa inneslutningar kan man tända på en startplåt eller kopparplatta intill fogen och sedan flytta ljusbågen dit där strängen skall börja.
- Tändning med högfrekvens: Ljusbågen tänds så snart elektroden är tillräckligt nära arbetsstycket. Man måste dock ta hänsyn till störningar som högfrekvensen kan åstadkomma på elektroniska utrustningar i närheten.
- Tändning med pilotbåge: För att undvika problem med högfrekvenständning kan man vid svetsning med likström använda en ljusbåge med låg effekt, sk pilotbåge, mellan elektroden och en hjälpelektrod inbyggd i gaskåpan. Ljusbågen tänds när elektroden kommer i närheten av arbetsstycket genom att utnyttja det plasma som redan finns i pilotljusbågen. Denna tekniska lösning är mer komplicerad både vad gäller strömkällan och TIG-brännaren.
- Elektroniskt styrd tändning: Denna metod finns hos olika leverantörer under olika namn, t ex Liftare. Högfrekvensproblemen undviks med denna metod. Volframelektroden placeras mot arbetsstycket och kontakten trycks in. Elektroniken registrerar att elektroden är kortsluten och ingen svetsström leds fram. Så fort elektroden lyfts registreras detta och ljusbågen tänds. Metoden ger säker start utan att riskera skada på elektroden eller volframinneslutning i svetsen.
Kontrollskåp
Normalt är kontrollskåpet inbyggt i strömkällan och består av de nödvändiga komponenterna för att styra svetsförloppet.
- Förströmning av skyddsgas för att få bort luften i gasslangarna.
- Tändning av ljusbågen.
- Inställning av strömstyrka.
- Nedtoning av strömmen (slope-down) för att minska kratern i slutet av svetsen.
- Efterströmning av gas för att skydda smältbad och elektrod i slutet av svetsen.
TIG-brännare
Brännarens funktion är att hålla fast elektroden och leda fram strömmen. Den garanterar skyddsgasflödet genom en gaskåpa.
Det finns brännare for manuell och automatiserad svetsning.
Läs mer om TIG brännaren här (svetspistolen)
Automatiserad TIG-svetsning
Utöver nämnda rekommendationer i samband med valet av strömkälla (strömkällans karakteristik, styrning av båglängd och tändning av ljusbågen), kan en automatiserad anläggning för TIG svetsning bestå av:
Ett trådmatningssystem for tillsatstråd med steglös inställning av hastigheten.
Ett system for att fora TIG-brännaren längs svetsfogen (längdsvetsutrustning, orbitalsvetsutrustning).
Hela svetscykeln styrs från ett styrskåp.
Svetsparametrar
Olika typer av svetsforband
Svetsningens utförande bestäms av grundmaterial, materialtjocklek hos ingående delar, fogens utformning och svetsläge.
Först måste rätt utrustning väljas:
- Strömkälla beroende på typ av ström, maximal strömstyrka och intermittens (dvs. hur lång tid ljusbågen är tänd i förhållande till den totala tiden).
- TIG-brännare och elektrod (elektrodtyp och diameter).
- Vid manuell svetsning kan svetsaren utgå från följande rekommendationer for att bestämma strömstyrkan (vid horisontalsvetsning med argon som skyddsgas):
- Stumsvets: rostfritt stål 20 - 25 A per millimeter av plåttjockleken, for aluminiumlegeringar (växelström) 35 - 40 A/mm.
- Kälsvets: rostfritt stål 30 - 35 A/mm, aluminiumlegeringar (växelström) 45 - 50 A/mm.
Utgående från vald strömstyrka kan rätt elektrod väljas.
Elektrod och svetsström
Ljusbågens stabilitet beror på elektrodmaterial och elektrodens slipning. Elektroden består av volfram pa grund av dess höga smältpunkt (3410°C) och dess förmåga att avge elektroner vid höga temperaturer. Eftersom volfram oxideras mycket lätt under värmepåverkan, måste man använde sig av förströmning och efterströmning av skyddsgas för att förhindra ett alltför snabbt slitage av elektroden. 2 till 3 sekunders tidsfördröjning räcker för att tömma gasslangen från luft före tändning.
Det finns olika typer av elektroder:
- Ren volfram (grän märkning)
- Volfram med tillsats av 1 eller 2% toriumoxid (gul, röd märkning)
- Volfram med tillsats av zirkoniumoxid (brun,vit marking)
- Volfram med ceriumoxid (grå märkning)
- Volfram med lantanoxid (svart märkning)
Tillsatserna ökar elektrodens emissionsförmåga, underlättar tändning och förbättrar bågens stabilitet.
Man använder elektroder med toriumoxid vid likström och negativ polaritet på elektroden. Med växelström för man med toriumoxid i elektroden instabilitet och risk for volframinneslutningar i svetsen.
Ren volfram och elektroder med zirkoniumoxid används i samband med växelström. Elektroder med cerium- och lantanoxid användes både vid växel- och likström. De är inte radioaktiva som toriumoxid är.
Elektroden måste vara slipad på rätt sätt. Konen måste vara symmetrisk i förhållande till elektrodens axel. Med likström skall konen ha en vinkel på 30 till 60° . Man undviker volframinneslutningar genom att slipa av konens spets. Denna slipning begränsar elektrodslitaget. Med växelström skall konen ha en spetsvinkel på 50-90°. Under svetsningen rundas elektrodspetsen och det bildas en kula.
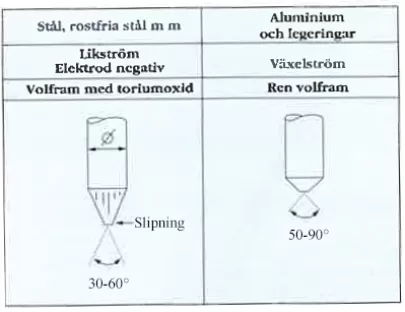
Figuren visar vanligt förekommande elektrodtyper och formerna hos elektrodspetsen. Valet avgörs av material och strömtyp.
Elektrodens diameter avgör den tillåtna strömstyrkan. Tabellen anger lägsta och högsta strömstyrka for de vanligaste elektrod diametrarna.
Slitspåren skall gå i samma riktning som elektrodens axel.
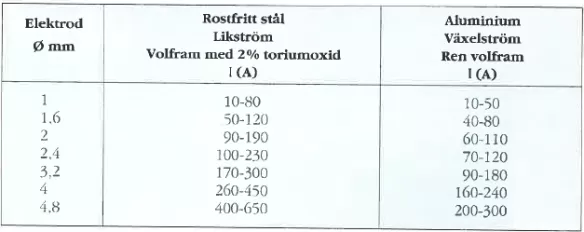
För att fa stabil ljusbåge rekommenderas nästan maximal strömstyrka.
For att beräkna den högsta tillåtna strömstyrkan kan man också använda följande tumregler:
- Likström med negativ volframelektrod med toriumoxid: 100 A per millimeter av elektrodens diameter.
- Växelström och volframelektrod: 50 A per millimeter av elektrodens diameter.
Svetsspänning
Spänningen avgörs av båglängden och berör också på vilken skyddsgas som används.
Svetshastighet
Yid manuell svetsning beror svetshastigheter på grundmaterialets tjocklek men även på svetsarens skicklighet. Den ligger normalt mellan 10 och 20 cm/min. Svetshastigheten inverkar pa formen av smältzonen. Tillsammans med strömstyrka och spänning avgör svetshastigheten sträckenergin (tilford energi per liingdenhet Q)

Sträckenergin bestämmer det termiska förloppet. Parametrarna U, I och v avgör därför strukturen såväl i den smälta zonen som i den svetspåverkade zonen. Den smälta zonens form styrs inte enbart av sträckenergin. Elektrodformen, vid konstant sträckcnergi, påverkar också smältzonen.
Skyddsgas till TIG svetsning
Gasens huvudsakliga roll är att skydda volframelektroden, smältbadet och metallen nära smältbadet mot luftens påverkan. For att uppnå detta skydd använder man en inaktiv gas eller i vissa fall med tillsats av en reducerande gas, dvs en gas som förhindrar oxidation.
Vid jonisering avger gasen elektroner som medverkar till tändning av ljusbågen och ger den stabilitet. Gasen måste därför vara lätt att jonisera.
Skyddsgasflöde och diameter på gaskåpa
Materialtjockleken avgör svetsströmmen. Gaskåpans diameter berör inte bara på svetsströmmen utan också på fogens utformning (åtkomlighet). Man väljer gaskåpan efter följande kriterier:
För varje diameter på gaskåpan finns ett optimalt flöde som ger ett effektivt skydd av smältbadet och elektroden. En alltför stor ökning av flödet orsakar turbulens hos skyddsgasen med risk för inblandning av luft och därigenom försämrat gasskydd.
En enkel regel är att flödet inte bör överstiga 1 I/min per millimeter av gaskåpans diameter.
Har du frågor om TIG-svetsning? Fyll i vårt kontaktformulär
Mer information
Detta bör du känna till om skyddsgaser
Laserskärning och Plasmaskärning
Plasmasvetsning och Plasmabågsvetsning
Vanliga frågor och svar
Vad är vanliga fel och åtgärder vid svetsning
Hur svetsar man galvaniserat stål?
Hur väljer man gas för MIG- eller MAG-svetsning?
Hur svetsar du i rostfritt stål?
Hur väljer man den gas som ska användas för TIG- eller plasmasvetsning?