
Skärning - Skära med gas
I över 100 år har Air Liquide samarbetat med olika partners inom metallbearbetning. Vi har utvecklat skyddsgaser, utrustning och tjänster som kan hjälpa dig att arbeta mer effektivt med svetsning, gasskärning, ytbehandling, uppvärmning samt djuptemperaturbehandlingar.
Våra tillämpningar för skärning – från gas till laser


Skärbränningsprincipen

Att skära med gas är en teknik som används för att skära vanligt konstruktionsstål. Metoderna som används är både manuella (handskärbrännare, mest för grovsnitt) och mekaniska (skärbränningsmaskin, för kvalitetssnitt).
Gasskärbränning (med maskin) har förlorat sin betydelse i takt med utvecklingen av höghållfast stål och andra skärtekniker som laserskärning och plasmaskärning. Trots det är det fortfarande en ekonomiskt försvarbar skärteknik för plåttjocklekar från 20 mm och uppåt.
Gasskärbränning är en förbrännings-/oxidationsprocess (under oxidation reagerar metall med syre) där en väsentlig del av energin som krävs för processen kommer från förbränningen av materialet. Med gasskärbränning är det möjligt att arbeta med flera skärbrännare samtidigt.
Bränngaser för skärning
Vilken bränngas ska användas – och har syrgasens renhet någon betydelse för processen?
För lågan vid skärbränning kan ”vanliga” bränngaser användas, d v s acetylen, propan,
naturgas (metan) eller eten.
Vid skärbränning med maskin är kostnadseffektivitet ett viktigt kriterium men även driftförutsättningar som gastillförsel, gaspriser, gasförbrukning med mera. Det är viktigt med en kraftfull låga (bränngas) för att starta skärprocessen och genomföra skärbränningen.
Förbränningen av kolväteföreningar sker i två steg. I primärlågan ger den tillförda syrgasen en ofullständig förbränning. I sekundärlågan förbränns bränngasen fullständigt genom syrgasupptagningen från omgivningsluften.
Bränngaserna skiljer sig åt i flamtemperatur och antändnings-/förbränningshastighet och därmed den primära flameffekten (kJ/cm2 . S).
När det gäller gasbränningsteknik är effekten av primärlågan av särskild betydelse.
Acetylen
- Högsta flamtemperatur och primära flameffekt
- Hög skärprestanda jämfört med andra bränngaser
Med en permanent gasförbrukning på >500 l/h måste flera gasflaskor anslutas (gasflaskpaket). Gasförsörjningen är därför mer komplex än med propan/eten.
Propan
- Lägre primär flameffekt, vilket minskar skäreffekten (framförallt vid diagonalsnitt)
- Långa uppvärmnings- och hålbränningstider
Syreförbrukningen för lågan är cirka fyra gånger högre jämfört med acetylen. Propan lagras i flytande form, vilket innebär större mängd tillgänglig gas.
Syre
- Oxidera (bränna) stålet
- Driva ut reaktionsprodukterna (slagg, järnoxider) ut ur snittet och på så sätt skapa snittet
Syrgasen är nödvändig för att förbränna bränngasen (lågan). En hög flameffekt resulterar i effektivare skärbränning. Syrgasens standardrenhet/kvalitet är 99,5 volymprocent (2,5). Denna kvalitet är tillräcklig vid skärbränningsteknik. Med en högre syrgasrenhet, till exempel 99,95 volymprocent (3,5), uppnås högre skäreffekt med bättre snittkvalitet.
Gasförbrukningen är beroende av brännarens storlek. Skärtabeller är viktiga dokument för att garantera snittkvalitet och skäreffekt – grunden för att ta fram parametrar för gasskärbränning .
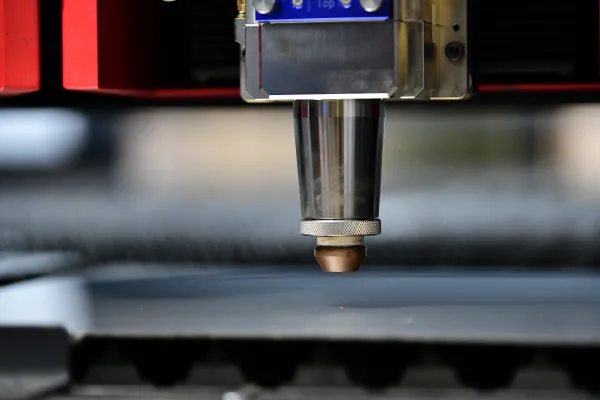
Laserskärning
Med laserskärning kan komplexa måttnoggranna komponenter framställas på ett reproducerbart sätt med smalt snitt, liten värmepåverkad zon och utmärkt snittkvalitet.
Processen är enkel att automatisera och mycket kostnadseffektiv vid bearbetning av tunna metaller. Inom fordonsindustrin har laserskärning blivit en etablerad metod för exempelvis varmbearbetning av karossdelar. Med en omfattande produktportfölj under varumärket LASAL erbjuder Air Liquide rätt lösning för alla behov.
Lasersmältskärning
Med lasersmältskärning kan komplexa måttnoggranna komponenter framställas på ett reproducerbart sätt med utmärkt kvalitet. En laserstråle hettar upp materialet till smälttemperatur och skärgasen driver ut smältan ur snittet med högt tryck (upp till 25 bar).
Processen är enkel att automatisera, och på 2D- och 3D-laserskärningssystem från kända tillverkare som Trumpf, Amada, Bystronic och Prima Power kan en mängd olika material bearbetas som austenitiskt och ferritiskt stål, höglegerat stål, aluminium och titan. Det vanligaste är att kväve används som skärgas. För speciella material som titan används argon.
Air Liquide erbjuder särskilda processgassystem för högtryckskväve och högrent argon samt resonatorgaser och system för koldioxidlaser. Med vår utrustning är skärgaserna alltid tillgängliga – i rätt flöde och med rätt tryck.
Lasersublimeringsskärning
Med lasersublimeringsskärning kan komplexa måttnoggranna komponenter framställas av tunnväggiga och känsliga material på ett reproducerbart sätt och med snittkanter av hög kvalitet.
Lasersublimeringsskärning används för att bearbeta material som trä, papper och plast som inte kan omvandlas till flytande form. Med lasersublimeringsskärning förångas materialet direkt av laserstrålen. En inert gas som kväve eller argon skyddar materialet från oxidation och förbränning.
Air Liquide erbjuder särskilda processgassystem för kväve och argon samt resonatorgaser och system för koldioxidlaser.
Laserskärbränning
Med laserskärbränning hettas materialet upp av laserstrålen till antändningstemperatur. Genom att tillföra skärgasen syre förbränns materialet i snittet och drivs ut. Processen används ofta för olegerat och låglegerat stål. På samma sätt som med lasersmältskärning är processen enkel att automatisera, och på 2D- och 3D-laserskärningssystem från kända tillverkare som Trumpf, Amada, Bystronic och Prima Power kan en mängd olika material bearbetas.
Med LASAL erbjuder Air Liquide särskilda processgassystem för tillförsel av högren syrgas under högt tryck samt resonatorgaser och system för koldioxidlaser. Med vår utrustning är skärgaserna alltid tillgängliga – i rätt flöde och med rätt tryck. Vi ger dig gärna råd för just din process och erbjuder en lämplig lösning med LASAL.
Plasmaskärning

Med plasmaskärning kan du kapa alla elektriskt ledande material, till exempel olegerat, låglegerat och höglegerat stål, nickel, koppar, mässing, brons, aluminium och legeringar av dessa.
Metoden används när materialet inte längre kan bearbetas med hjälp av skärbränning. Skärmunstyckets avsmalande effekt koncentrerar ljusbågen kraftigt – materialet i snittet smälter och blåses ut av plasmagasen. Plasmagaser får inte reagera med volframelektroden, och du måste välja en plasmagas som är lämplig för materialet. Vi ger dig råd när du ska välja och erbjuder rätt lösning för din process med ARCAL Prime, ARCAL 15 eller kväve.
Gas och utrustning
Air Liquide har ett komplett program med praktiska gasflaskor för dig som arbetar med svetsning och skärning. Bakom produktnamnen EXELTOP™, ALTOP™, SMARTOP™ och ALbee™ med MINITOP™-huv finns gasflaskor med olika tillbehör för alla dina behov och krav, oavsett om du förbrukar stora mängder gas eller behöver en mindre mängd gas.




Är Ni intresserad av våra erbjudanden, eller vill Ni skicka in en förfrågan?
Vänligen fyll i formuläret så tar vårt team kontakt med Er så snart som möjligt.
Mer information
Detta bör du känna till om skyddsgaser
Laserskärning och Plasmaskärning
Plasmasvetsning och Plasmabågsvetsning
Vanliga frågor och svar
Vad är vanliga fel och åtgärder vid svetsning
Hur svetsar man galvaniserat stål?
Hur väljer man gas för MIG- eller MAG-svetsning?
Hur svetsar du i rostfritt stål?
Hur väljer man den gas som ska användas för TIG- eller plasmasvetsning?