MIG/MAG svetsning (GMAW)

Definition och princip av MIG/MAG-svetsning
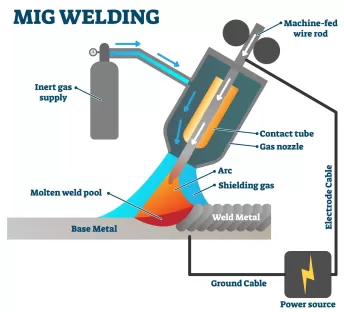
Liksom TIG-svetsning är MIG MAG-svetsning en metod där ljusbågen omges av en skyddsgas. Elektroden smälts och används som tillsatsmaterial. Elektrodmaterialet överförs i ljusbågen och smältbadet skyddas från den omgivande luften av ett gasflöde av inaktiv (inert) gas vid MIG-svetsning och aktiv vid MAG-svetsning.
Denna definition förklarar namnen MIG och MAG, "Metal Inert Gas" respektive "Metal Active Gas" på engelska. I vissa länder kallas dessa metoder GMAW, "Gas Metal Arc Welding". Vid manuell svetsning kallas dessa metoder även för "halvautomatiska" eftersom elektroden matas fram automatiskt så fort ljusbågen tänds.
MAG svetsning används med aktiv gas på olegerat, låglegerat och rostfritt stål. MIG svetsmetoden, med inaktiv gas, används på aluminiumlegeringar eller kopparlegeringar. För rostfria stål där gasskyddet är svagt aktivt brukade man tidigare använda namnet MIG för att skilja det från svetsning av kolstål. Den nya standarden för skyddsgaser SS-EN 439 begränsar användning av MIG-svetsning till svetsning med helt inaktiva skyddsgaser.
Svetsström
MIG MAG-svetsning sker alltid med likström och med elektroden kopplad till pluspolen. Elektroden utsätts då för elektronflödet och avsmältningen underlättas. Med elektroden på pluspolen garanteras en bättre stabilitet hos ljusbågen.
Elektroden kopplad till negativ pol rekommenderas inte eftersom det orsakar en jämförelsevis sämre uppvärmning av tråden, metalldropparna blir större, de blir också färre och avges mera oregelbundet. Strängen blir konvex. Med få undantag, t ex vid användning av vissa rörelektroder, använder man inte denna polaritet.
MIG MAG-svets användningsområden
Hög produktivitet är den viktigaste egenskapen hos MIG och MAG-svetsning. Den är lämplig vid grova plåttjocklekar och för flersträngssvetsning där svetsgodsvolymen är stor, men också för tunnare godstjocklekar med begränsad värmetillförsel och hög svetshastighet. MIG svets metod och MAG svets metod används vid såväl manuell som automatiserad svetsning eller tillsammans med svetsrobotar. Svetsning kan utföras i alla svetslägen. MIG MAG-svetsmetoden har idag det bredaste användningsområdet av de olika svetsmetoderna.
MIG MAG-utrustning
Grundutrustning och material du behöver för MIG MAG-svetsning:
- Strömkälla för likström.
- Trådmatningsutrustning som matar elektroden med jämn hastighet.
- Svetspistol som styr elektrod och ljusbåge och dessutom tillför skyddsgas genom en gaskåpa. Svetspistolen är ansluten till strömkällan med ett slangpaket som innehåller all försörjning.
- Gasflaska, flaskpaket, centralgasutrustning etc.
- Styrskåp, löst eller inbyggt i strömkällan.
För att säkra stabila svetsförhållanden måste trådens smälthastighet vara lika stor som frammatningshastigheten. Utrustningen skall möjliggöra att denna balans lätt skall kunna uppnås.
Gas till MIG-svets
Gas till MIG-svets används för att skydda svetsområdet från omgivande luft. Gasen, vanligtvis argon eller helium, håller bort syre och vattenånga från svetsområdet, vilket hjälper till att minimera förbränning och oxidation av metallen. MIG-svetsning är en populär metod för att svetsa tunna plåtar av metaller som stål och aluminium, eftersom det är enkel och snabb att utföra. Det finns också en möjlighet att använda CO2 som skyddsgas men det är vanligare att använda blandningar av Argon och CO2 för att få bättre resultat.
Svetsströmkällan
Strömstyrka -Tomgångsspänning
Vanliga strömkällor för MIG svetsning och MAG-svetsning ger en maximal strömstyrka på 400 till 450 A. Det finns dock aggregat som ger en strömstyrka på upp till 800 A för automatiserad svetsning.
Tomgångsspänningen kan variera mellan 15 och 70 V. Aggregaten för MIGMAG-svetsning kan styras inom ett visst spänningsområde
Strömkällans karakteristik och självreglering av båglängden
Strömkällornas karakteristik visar spänningens storlek vid olika strömstyrkor. Svagt fallande karakteristik, dvs spänningen minskar endast lite när strömmen ökar, är lämplig vid MIGMAG-svetsning. Lutningen är ca 1-5 V per 100 A i driftområdet. Tack vare detta uppnår man en bra självreglering av båglängden.
Olika typer av strömkällor
En svetsströmkälla anpassar elektricitet från nätet (hög spänning och låg strömstyrka) till de låga spänningar och höga strömstyrkor som svetsningen kräver. Detta är transformatorns uppgift. Nätet är också isolerat från svetsströmkretsen. Växelströmmen omvandlas sedan till likström för MIG MAG-svetsning.
Svetsströmkällorna uppdelas i tre olika familjer:
- Likriktning med dioder: Dessa strömkällor har en stegtransformator med en diodbrygga. Spänningen ställs in i steg. Den blir därför svårare att ställa in men man kan ändå utföra svetsar av bra kvalitet.
- Likriktning med tyristorer: Dessa strömkällor har en transformator och en tyristorbrygga. som styrs av en elektronisk styrenhet. Den här typen av strömkällor är lättare att använda (fjärrstyrning, steglös spänningsinställning mm . Den kompenserar spänningsvariationer på elnätet. Däremot är reaktionstiderna inte tillräckligt snabba för att reglera den strömspänning som ljusbågen kräver vid materialövergången från elektroden.
- Likriktning med transistorer: Den vanligaste typen av dessa strömkällor s k invertrar består av en likriktare och transistorer där strömmen hackas upp i pulser till en mycket hög frekvens. Strömmen går sedan genom en transformator och likriktas därefter igen. Styrningen av strömmen utförs av en avancerad elektronisk styrning. Fördelarna med dessa strömkällor är:
- En styrd materialövergång i ljusbågen (kortare reaktionstid jämfört med tyristoraggregat).
- Flexibla och lätta att använda beroende på att de kan programmeras för olika elektrod/gas kombinationer (synergiska strömkällor).
- En styrd materialövergång i ljusbågen (kortare reaktionstid jämfört med tyristoraggregat).
Svetspistoler för MIG MAG-svetsning
Det finns två typer av svetspistoler som används vid manuell svetsning, med eller utan särskilt handtag.
Läs mer om svetspistoler här
Elektrodmatning
Elektrodmatningssystemet ser till att elektroden kommer från trådbobinen fram till kontaktmunstycket. En god funktion är mycket viktig eftersom bågens stabilitet och därmed svetskvaliteten kräver en jämn elektrodhastighet och en så liten böjning som möjligt hos elektroden när den lämnar kontaktmunstycket.
Elektrodens frammatning skall kunna stoppas omedelbart, och därför är spolen (bobinen) utrustad med en broms anpassad till spolens vikt. Elektroden passerar genom en trådledare mellan bobinen och svetspistolen. Tradledarens diameter måste anpassa till elektrodens. Frammatningen sker med hjälp av motordrivna drivrullar med variabel hastighet som möjliggör kontinuerlig styrning av hastigheten. Även rullarnas form och tryck skall vara anpassade för att inte skada elektroden. Detta gäller särskilt vid aluminium och aluminiumlegeringar. Olika elektrodmatningssystem kan användas beroende på typ av elektrod och avståndet mellan bobin och svetspistol:
- Skjutande matning från bobinen till pistolen (vanligast förekommande metod).
- Dragande matning av elektroden från svetspistolen. Denna metod kan användas både för mjuka tillsatsmaterial och för elektroder med mindre diametrar (t ex stål Ø 0,6 mm).
- Push-pull system som kombinerar båda ovannämnda metoder. Denna lösning passar för de mindre elektroddiametrarna och mjuka tillsatsmaterial i kombination med långa slangpaket. Detta system används ofta vid aluminiumsvetsning.
Har du frågor om GMAW-svetsning? Fyll i vårt kontaktformulär
Mer information
Detta bör du känna till om skyddsgaser
Laserskärning och Plasmaskärning
Plasmasvetsning och Plasmabågsvetsning
Vanliga frågor och svar
Vad är vanliga fel och åtgärder vid svetsning
Hur svetsar man galvaniserat stål?
Hur väljer man gas för MIG- eller MAG-svetsning?
Hur svetsar du i rostfritt stål?
Hur väljer man den gas som ska användas för TIG- eller plasmasvetsning?