Laserskärning på pricken – optimerade skärgaser för alla material
Laserskärning och laserborrning är de mest utbredda laseranvändningarna. Precision i detaljen – det är laserskärning. De ständigt mer kraftfulla anläggningarna gör sitt intåg i en rad olika industrigrenar. Särskilt inom bilindustrin, plåt- och metallbearbetningsindustrin, fordonsindustrin, maskinindustrin och tillverkningen av metalldelar är datorstyrd laserskärning perfekt integrerad i tillverkningen.
- Ekonomisk laserskärning – på väg in i många industriområden
- Hur fungerar laserskärning?
- Resonatorgaser för CO2-lasrar – hög kvalitet för att säkerställa lång livslängd vid laserskärning
- Tillbehör för gasförsörjningssystem för implementering av resonatorgaser vid laserskärning
- Processgaser för laserskärning: Laserteknologi inom tillverkningsteknik – De olika processerna
- Vilka processer används för laserskärning?
- Olika processgaser för laserskärning
- Effektiv laserskärning med LASAL Touch-munstycket – högre prestanda, lägre processgasförbrukning, lägre processkostnader
Ekonomisk laserskärning – införs i många industriområden
Laserskärning innebär att fasta material skärs genom kontinuerlig eller pulserande laserstrålning genom materialablation (avlägsnande av material genom upphettning).
Nästan alla typer av material kan skäras med laserstrålning enligt den senaste tekniken, om parametrarna för laserstrålningen
- våglängd
- medel effekt
- pulsenergi och pulsvaraktighet
anpassas till materialet.
Man använder fokuserade högpresterande lasrar, oftast CO2-laser (en gaslaser) eller i allt högre grad Nd:YAG-laser (faststofslaser) samt de effektivare, lättfokuserade fiberlasrarna.
Hur fungerar laserskärning?
Det första steget för att alstra laserstrålning består i att excitera ett lasermedium genom tillförsel av energi (kallas för "pumpning"). Mycket olika ämnen kan fungera som lasermedium. Man använder fastämnen (till exempel en rubinkristall), halvledare, vätskor (till exempel upplösta färgämnen) eller gaser (till exempel en blandning av helium och neon).
Tillförseln av exciteringsenergi kan ske genom blixtlampor, elektriska gasurladdningar, kemiska reaktioner eller en annan laser.
För att uppnå en förstärkning av strålningen låter man processen ske i en resonator. Det innebär att strålningen reflekteras i en rörformad behållare med speglar i båda ändar och därmed passerar genom lasermediet flera gånger.
Resonatorgaser för CO2-lasrar – hög kvalitet för att säkerställa lång livslängd vid laserskärning
Oavsett om det gäller CO2-laser, excimerlaser eller specialanläggningar – Air Liquide erbjuder rätt gas för varje laserresonator. LASAL™-gaser och gasblandningar garanterar laserkällans tillförlitlighet och ökar livslängden för optik, speglar och linser.
Valet och kvaliteten på resonatorgaserna stabiliserar och optimerar laserens tillgängliga effekt och avgör därmed laserkällans tillförlitlighet.
För högsta kvalitetskrav har LASAL™-gaserna minimala föroreningar som fukt, kolväten och fasta partiklar. I takt med vidareutvecklingen av laserkällorna har även LASAL™-produktlinjen kontinuerligt utökats och förbättrats.
LASAL-kvaliteten
- 100 % homogenitet
- H2O < 3 ppm
- Kolväten < 1 ppm
I praktiken innebär detta följande fördelar:
- Hög prestanda och stabilitet hos laserstrålen tack vare låga H2O- och kolvätevärden
- Undvikande av gasrelaterade störningar såsom:
- Skador på laseroptiken
- Effektvariationer
- Onödiga driftstopp
- Oplanerade underhåll
Det finns olika resonatorgaser tillgängliga, vars kvalitet och sammansättning är anpassade till olika lasersystem och deras specifikationer.
Lämpliga gaser

Tillbehör för gasförsörjningssystem för implementering av resonatorgaser vid laserskärning
För att säkerställa den erforderliga renheten fram till anläggningen finns utrustning för tapparmaturer som är speciellt utvecklad för laseranvändning.
Krävande förbehandling av behållare, homogenisering och kontinuerliga produktkontroller säkerställer att LASAL™-gaser överträffar laserproducenternas kvalitetskrav. Dessa höga krav gäller även för utrustningen och i synnerhet för gasförsörjningssystemen.
LASAL™-armaturer erbjuder en kontinuerlig tillförsel av resonatorgaser anpassad efter individuella behov, från tvåstegs tryckreducerare till tryckavlastningsstation för cylindrar och buntar med automatisk omkoppling och elektronisk nivåövervakning.
Processgaser för laserskärning: Laserteknologi inom tillverkningsteknik – De olika processerna
Inom materialbearbetning används laserutrustning för skärning, gravering, borrning och märkning av ett brett spektrum av material.
Laserstrålens egenskaper ger upphov till fördelarna med metallbearbetning med laser:
- Hög energitäthet, liten värmepåverkad zon och värmebelastning (minimal deformation)
- Hög processhastighet
- Beröringsfri bearbetning
- Ingen tröghet
- Icke-ledande material kan bearbetas
- Inget verktygsslitage
- Stor flexibilitet och lätt att automatisera
Vilka metoder används för laserskärning?
Beroende på den uppnådda temperaturen och den tillförda processgasen uppstår olika aggregattillstånd hos det borttagna materialet. Man skiljer mellan tre varianter – beroende på om materialet avlägsnas från skärfogen som vätska, oxidationsprodukt eller ånga:
Lasersmältningsskärning
Vid smältskärning bildas skärfogen genom kontinuerlig smältning och utblåsning av skärmaterialet med reaktionslösa eller inerta gaser, gasstrålen förhindrar dessutom ytan från att oxideras. Här används kväve, mer sällan argon eller helium med tryck upp till 22 bar.
En hög skärkvalitet kännetecknas av liten räffling på skäreggarna och avsaknad av grader på skäreggarnas undersida. Skärkvaliteten påverkas avsevärt av fokusläget, matningshastigheten, lasereffekten, intensitetsfördelningen och skärgasens tryck.
Lasersmältskärning används oftast när oxidfria skärfogar krävs för rostfritt stål. Aluminiumlegeringar och högsmältande icke-järnlegeringar är en annan tillämpning, även normalt konstruktionsstål skärs med kväve, eftersom skärkanterna inte behöver efterbearbetas för senare lackering eller pulverlackering.
Laserskärning
Den tidigare vanligaste metoden för skärning av järnhaltiga metaller är brännskärning. I likhet med autogen brännskärning värms materialet upp till antändningstemperatur och bränns genom tillsats av syre (blåsgas) med ett tryck på några bar. Följaktligen kan endast material vars antändningstemperatur ligger under smältpunkten bearbetas.
Skärbredden är cirka 0,1 till 0,8 mm, beroende på plåtens tjocklek. Vid laserskärning kan grater nästan helt undvikas genom lämpliga processparametrar. För att undvika att skarpa konturer och ojämna stanshål bränns bort måste lasereffekten sänkas.
Lasersublimeringsskärning
Processgasen blåser inte bara ut ångan från skärfogen, utan förhindrar också att den kondenserar i skärfogen. Sublimeringsskärningar är i princip graderfria, men de gaser som bildas är ofta brandfarliga.
Material utan uttalad smältbarhet är det huvudsakliga användningsområdet för sublimeringsskärning. Det kan vara både oorganiska och organiska material.
Olika processgaser för laserskärning
För ett bra skärresultat utan efterbearbetning av de skurna delarna är, förutom rätt fokusering och fokusläge för laserstrålen, även skärgasens kvalitet avgörande.
Vid brännskärning ligger fokus i det övre tredjedelen av plåtens tjocklek. Som skärgas används främst LASAL™ 2003. Vid högtryckssmältskärning av höglegerade stål och aluminium ligger fokus i den nedre tredjedelen av plåtens tjocklek. Här är LASAL™ 2001 det bästa valet som skärgas. För särskilt ”reaktionsbenägna” material som titan har ARCAL™ Prime visat sig vara ett bra val som skärgas.
| Användning | Skärbara material | Skärgas |
| Laserskärning | Olegerade och låglegerade stål | LASAL 2003 |
| Lasersmältningsskärning | CrNi-stål, icke-järnmetaller (Al, Ti), glas, plaster | LASAL 2001 ARCAL Prime |
| Lasersublimeringsskärning | Plast, papper, trä, keramik | LASAL 2001 ARCAL Prime LASAL 4 |
Effektiv laserskärning med LASAL Touch-munstycket – högre prestanda, lägre processgasförbrukning, lägre processkostnader
Effektiv laserskärning med LASAL Touch-munstycket
Genom ett gasmunstycke tillförs en gasström av processgas koaxiellt med laserstrålen. Denna gasström blåser bort det smälta metallen från skärfogen och förhindrar oxidation av gasmunstycket och det material som ska skäras.
På grund av avståndet mellan bearbetningsytan och munstycket strömmar en del av gasströmmen ut sidledes mellan gasmunstycket och materialet. Upp till 90 procent av gasen bidrar därför inte till att blåsa ut det smälta metallen. För att kompensera för detta och få rena skärkanter krävs gasströmmar med höga tryck mellan 13 och 20 bar samt höga flödeshastigheter på upp till 40 m³/h.
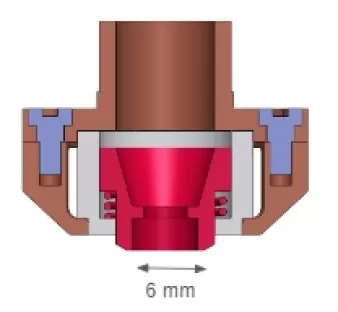
I det munstycke som Air Liquide har utvecklat reduceras avståndet mellan gasmunstycket och materialytan till ett minimum.
Därför är avståndet mellan gasmunstycket och plattan mycket litet. Nästan hela processgasen pressas in i skärspalten och går inte förlorad på sidorna. Cirka 90 procent av gasen används "effektivt" för laserskärning.
LASAL Touch-munstycke – minimering av processkostnaderna
Med LASAL Touch-munstycket kan förbrukningen av processgas vid laserskärning minskas avsevärt.
LASAL Touch-munstycket har utformats så att värmebeständigheten och kompatibiliteten inte påverkas. Vid växlande produktion elimineras därmed inställningstider och därmed stilleståndstider för lasern. Fördelar med att använda Lasal Touch-munstycket:
- Mycket jämn och homogen skärkant
- Minimal oxidation på underkanten
- Minimal gradbildning, även i spetsiga hörn
- Mindre inställningstid vid växlande produktion
- Ökad skärhastighet
- Mycket liknande livslängd som standardmunstycken
Vill du testa LASAL Touch? Fyll bara i kontaktformuläret! Vi skickar gärna ett erbjudande till dig.