
MAG-svetsning: Ekonomisk bågsvetsning av kolstål
MAG-svetsning (metallaktivgassvetsning) är en av de vanligaste svetsmetoderna och används främst inom industriell tillämpning, i större företag och inom hantverksbranschen. Vid MAG-svetsning står framför allt lönsamhet och produktivitet i fokus.
- Så fungerar MAG-svetsmetoden
- Användning av skyddsgaser för bågsvetsning av olegerade och låglegerade stål (t.ex. konstruktionsstål)
- Oxidfattig metall-aktivgas-svetsning: Reducerade aktivgasandelar för oxidfattig MAG-svetsning av höglegerade stål med mycket goda svetsfogegenskaper
- Skyddsgaser för att minska rök- och föroreningsutvecklingen vid MAG-svetsning av kolstål
- Översikt över lämpliga gaser för skyddsgassvetsning
- Lämpliga tryckreducerare för MAG-svetsning av höglegerade stål
- Utbildningar och praktiska seminarier för olycksfritt och säkert arbete vid MAG-svetsning
- Allmänna och vanliga frågor om MAG-svetsning av låglegerade stål
MAG-svetsning har sitt ursprung i CO2-svetsning under koldioxid (vid CO2-svetsning används koldioxid, den kemiska föreningen av kol och syre, som skyddsgas), men idag används främst argonblandgaser för MAG-svetsning. Detta gör att CO2-svetsning alltmer hamnar i bakgrunden.
MAG-svetsning lämpar sig för många olika material. Särskilt vid MAG-svetsning av kolstål, såsom allmänt konstruktionsstål, samt olegerade och låglegerade stål, säkerställer processen hög lönsamhet och nästan obegränsade användningsmöjligheter tack vare sin höga automatiserbarhet, höga svetshastigheter, minimering av efterbearbetning och låga skevhet.
Användningen av processgaser kan ha en avgörande inverkan på lönsamhet, produktivitet och produktkvalitet. De fysikaliska och kemiska egenskaperna öppnar upp för en rad möjligheter till besparingar och förbättringar..
Så fungerar MAG-svetsmetoden

Vid MAG-svetsning – enligt DIN EN ISO 4063, metall-aktivgas-svetsning med massivtrådelektrod, svetsmetod 135 – matas det smältande svetsmaterialet, vanligtvis svetstråden, mekaniskt av en trådmatare och smälter i ljusbågen. Svets tråden tänder ljusbågen i det ögonblick den kommer i kontakt med komponenten. Det smältande svetsadditionsmaterialet (tråd) används som materialtillsats. För att skydda ljusbågen från den reaktiva syren i omgivningen strömmar dessutom ett skyddsgas genom gasmunstycket. Detta tränger undan syren vid svetsningen och förhindrar därmed oxidation vid ljusbågen och smältbadet.
Användning av skyddsgaser för bågsvetsning av höglegerade stål (t.ex. krom-nickelstål)
Vid MAG-svetsning (svetsmetod 135) av stål (konstruktionsstål) används skyddsgaser baserade på argon och helium med tillsatser av skyddsgas med aktiva gasandelar (aktiv gas som reaktiv gas) i form av koldioxid. Förutom att skydda svetsbadet från atmosfären påverkar de olika skyddsgaserna typen av materialöverföring, ljusbågens stabilitet, infogningsbeteendet och oxidationen av svetsfogen. Dessutom påverkar de rök- och föroreningsutvecklingen.
Oxidfattig metall-aktivgassvetsning: Reducerade aktivgasandelar för oxidfattig MAG-svetsning av höglegerade stål med mycket goda svetsfogegenskaper
Med ARCAL 14 eller ARCAL 121 kan du optimera de tekniska parametrarna, öka smältkapaciteten, förbättra infogningsförhållandena och minska sprutbildningen eller anpassa den till tillverkningsförhållandena.
I många tillämpningar är sprutfrihet hos de svetsade produkterna det avgörande kriteriet – till exempel vid komponenter för kylsystem, motorkomponenter eller insugningsledningar för turboladdare och pumpar. Med TERAL 24-7 har Air Liquide utvecklat en processgas som framför allt kännetecknas av låg sprutbildning: TERAL 24-7 ger betydligt mindre svetsstänk, en stabil metallövergång och en avsevärt minskad tendens för elektroden att fastna jämfört med konventionella svetsgaser. TERAL 24-7 skyddar framför allt svetsbadet. Enbart detta kan minska driftstoppen i svetsprocessen med mer än 60 procent.
Skyddsgaser för att minska rök- och föroreningsutvecklingen vid MAG-svetsning av kolstål

Gaser uppstår huvudsakligen som reaktionsprodukter från de använda och befintliga gaserna och gasblandningarna. Partikelformiga ämnen bildas till största delen från svetsadditivet och från de använda beläggningarna. Dessutom finns svetsrökutsläppsgraden: Den anger hur mycket svetsrök som uppstår under en viss tidsperiod. Den beror på olika faktorer beroende på processen.
Vid MAG-svetsning av olegerade och låglegerade stål ökar svetsrökeutsläppen först med stigande strömstyrka och sjunker sedan igen efter att ha passerat ett maximum. Ökande andelar argon eller helium i skyddsgasen leder till en minskning av svetsrökeutsläppen.
Vid svetsning av stål med höga koldioxidhalter bildas förutom svetsrök även koloxid i potentiellt farliga koncentrationer samt ozon i mindre utsträckning. Med ARCAL Chrome har Air Liquide utvecklat ett skyddsgas som kännetecknas av en låg koldioxidhalt. Detta resulterar i en låg bildning av skadliga ämnen.
Översikt över lämpliga gaser för skyddsgassvetsning
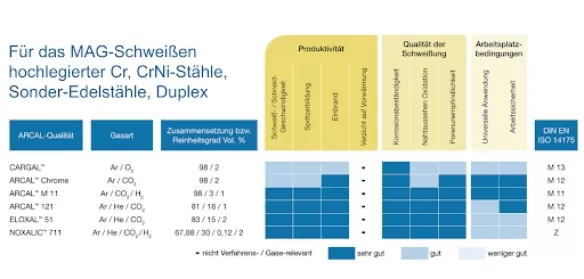
I översikten kan du se vilka gaser som är särskilt lämpliga för skyddsgassvetsning för dina mål och material.
ARCAL-skyddsgasprogrammet hjälper dig att öka kvaliteten på svetsfogarna och produktiviteten i svetsprocessen samt säkerställa optimala arbetsförhållanden. ARCAL-kvalitetsgaser finns även i EXELTOP-flasksystemet med integrerad tryckreducerare.
Lämpliga tryckreducerare för MAG-svetsning av höglegerade stål
Vid MAG-svetsning av höglegerade stål spelar förtrycket en viktig roll. Här skiljer man mellan tryckreducerare för 200 bar och 300 bar. Tryckreducerarens förtryck beror på trycket i gasflaskan och är förväxlingssäkert tack vare olika anslutningar.
Vid MAG-svetsning av höglegerade stål sker dimensioneringen efter den erforderliga mängden skyddsgas i liter per minut. Inställningsområdet väljs mellan 0 och 30 liter.
Utbildningar och praktiska seminarier för olycksfritt och säkert arbete med MAG-svetsning
Vid MAG-svetsning kan faror uppstå i form av buller, rök, elektrisk ström och brandrisk. Man måste skydda sig mot dessa farokällor vid svetsarbete. Det kan bland annat uppstå gnistor eller mindre slaggbitar kan flyga iväg från svetsarbetet. Dessa kan vara farliga – inte bara för den som arbetar, utan också för omgivningen. Man bör vara särskilt uppmärksam på eventuella brandrisker.
- Utbildade medarbetare är en förutsättning för säkert arbete med gaser vid MAG-svetsning i din verksamhet – och krävs enligt lag. Dra nytta av Air Liquides experters omfattande kunskap och erfarenhet av tekniska gaser.
- Vill du att dina medarbetare ska ha den kunskap som krävs för att hantera gaser på ett säkert sätt och förebygga farliga situationer?
- Vill du kunna styrka dina medarbetares kvalifikationer när det gäller hantering av gaser?
- Vill du att dina medarbetare ska känna till de viktigaste egenskaperna hos olika gaser?
- Letar du efter praktiska utbildningar som uppfyller kraven i arbetsmiljölagen och föreskrifterna om säkerhet på arbetsplatsen?
För att kunna använda MAG-svetsningen på ett framgångsrikt sätt krävs kunskap om de egenskaper som beskrivs här. Högre lönsamhet kan uppnås genom optimalt val av gas. För MAG-svetsning används normalt en gasblandning baserad på argon. Biprodukterna i gasblandningen är små mängder koldioxid. Mångsidigheten och universaliteten hos de nämnda ARCAL-skyddsgaserna har lett till att de dominerar användningen. Heliumtillsatser utökar prestandaområdet.
Allmänna och vanliga frågor om MAG-svetsning av låglegerade stål
Vad är MAG-svetsning och hur fungerar det?
MAG-svetsning (metall-aktivgas-svetsning) är en bågsvetsningsmetod (metod 135 enligt DIN EN ISO 4063) där en svetstråd matas mekaniskt och smälts i ljusbågen. Ett skyddsgas skyddar ljusbågen och smältbadet från omgivningsluften. Det används främst för kolstål, olegerade och låglegerade stål.
Vilka fördelar erbjuder MAG-svetsning av låglegerade stål?
MAG-svetsning erbjuder:
- hög ekonomisk effektivitet genom automatiserbarhet
- höga svetshastigheter
- minimering av efterbearbetning
- låg skevhet
Vilka skyddsgaser används vid MAG-svetsning av låglegerade stål?
Vanligtvis används skyddsgaser baserade på argon och/eller helium med tillsatser av aktiva gaser som koldioxid och/eller syre.
Valet av skyddsgas påverkar:
- Materialöverföringen
- Ljusbågens stabilitet
- Inbränningsbeteendet
- Oxidationen av svetsfogen
- Rök- och föroreningsutvecklingen
Kan jag även svetsa höglegerade stål med MAG-svetsning?
Ja, det finns metoder som "MAG-svetsning" med reducerade andelar aktivgas som är lämpliga för höglegerade stål.
För detta ändamål är t.ex. följande lämpliga:
- ARCAL Chrome
- Cargal
- ARCAL M11
- ARCAL 121
Hur kan jag minska rök- och föroreningsutvecklingen vid MAG-svetsning?
Genom att använda skyddsgaser med låg koldioxidhalt, t.ex.:
- ARCAL 14
- TERAL 24-7
- CARGAL 3
kan utsläppen av skadliga ämnen minskas.
Även ökande andelar av argon eller helium i skyddsgasen leder till en minskning av svetsrökutsläppen.
Vilken roll spelar tryckreducerare vid MAG-svetsning?
Tryckreducerare är viktiga för att reducera gastrycket från gasflaskan till det erforderliga arbetstrycket och för att säkerställa ett konstant gasflöde. Vid MAG-svetsning av höglegerade stål är förtrycket viktigt, och dimensioneringen sker efter den erforderliga skyddsgasmängden i liter per minut.
Vilka säkerhetsåtgärder måste beaktas vid MAG-svetsning?
Vid MAG-svetsning kan faror uppstå genom:
- Buller
- Rök
- Elektrisk ström
- brandrisk
. Det är viktigt att skydda sig mot dessa faror, t.ex. genom lämplig skyddsklädsel, utsugning av svetsrök och brandskyddsåtgärder.
Vad är skillnaden mellan CO2-svetsning och MAG-svetsning?
O2-svetsning var föregångaren till MAG-svetsning, där ren koldioxid användes som skyddsgas. Idag används dock främst argonblandgaser vid MAG-svetsning, eftersom dessa ger bättre svetsresultat.
Jag har problem med svetsstänk. Finns det någon lösning?
Ja, med processgasen TERAL 24-7 har Air Liquide utvecklat en skyddsgas som kännetecknas av få sprut och möjliggör en stabilare metallövergång.